Universal Boschi Technical COLLABORATION WITH ING. L. A. Boschi (Italy) is the leading Manufacturer and supplier Premium Quality low pressure (5-7 bar only) Air separation OXYGEN – NITROGEN plants of all sizes ranging from 50 m3/hour to 50,000 m3/hour including Cryogenic Tonnage OXYGEN – NITROGEN air separation plants and liquid plants.
Quality: Universal is a certified ISO 9001:2000 organization and the latest achievement includes the successful approval for CE certification and SGS()which makes our company the first in Asia to be certified for Cryogenic Pressure vessel exports to Europe and USA.
| Capacity Range(Cu. Mtr/hr) | : 50 TO 50.000m3/hr |
| Nitrogen Pressure out of Column (bar) | : 7 bar |
NOTE: There is no loss of oxygen production when producing high purity nitrogen.
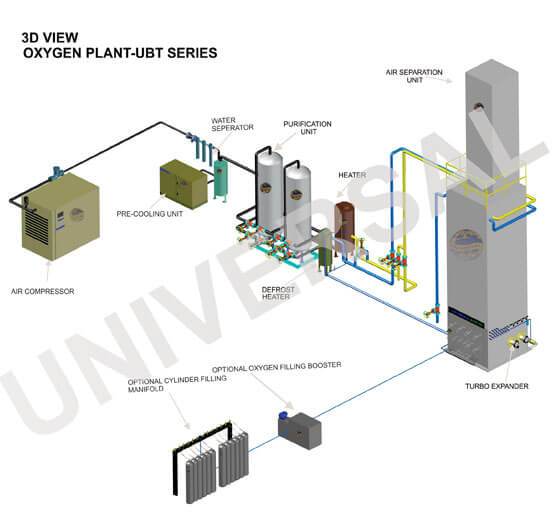
Air is compressed at a very pressure of 5-7 bar (kg/cm2). Air can be compressed at such low pressure by trouble free rotary compressor (Screw / Centrifugal Type/Oil free piston compressor of advanced technology are employed).
The second stage of the process uses a low pressure refrigerant for precooling the processed air to temperature around 12 deg C before it enters the purifier.
The air enters a purifier consisting of twin Molecular Sieve driers, working alternatively. The Molecular Sieves remove the Carbon dioxide & moisture from the processed air before the air enters Air Separation Unit.
The air has to be cooled to sub zero temperatures for liquefaction & the cryogenic refrigeration & the cooling is provided by highly efficient turbo expander, which cools the air to temperature almost below -165 to-170 deg C
Oil free, moisture free and Carbon Dioxide free air enters into low pressure fin type HEAT EXCHANGER where the air is cooled below sub zero temperatures by air expansion process in the turbo expander.
Air gets liquefied when it enters the air separation column & gets separated into oxygen & nitrogen by the process of rectification.
Oxygen is available at the outlet of the ASU at a purity of 99.6%. Nitrogen is also available t the outlet as a second product at purity of 99.9% upto 3ppm simultaneously without loss of oxygen product.
The final product in the form compressed Oxygen/Nitrogen goes to the high pressure oxygen cylinders at 150 bar or upto higher as required. This can be done by liquid oxygen pump is same models. We can use oil & water free compressor.

We employ the most advanced compressor series available in the market. They have a unique combination, meeting customer requirements for low installation, operating and maintenance costs with high dependability and ease of use.
Screw type rotary compressors are one of the most advanced and trouble free.
No other turbo type oil free compressor can match its efficiency and economy. This ensures a consistent and highly reliable source of air supply. Maintenance is extremely low.Oil free piston compressor are also very succesful due to V-Type configuration on very low working pressor.


The pre-cooling system is a highly efficient skid mounted equipment provided with the main purpose of cooling down the air to a temperature of 5 to 8 degrees Celsius and thus to discharge the condensed water. We are using highly reliable compressors of European origin.
The purifying system is the secondary process unit which is responsible for the removal of moisture, carbon dioxide, hydrocarbons as well as rare gases that are considered to be impurities in the process cycle of air separation. The structure essentially consists of double layered molecular sieves from “Zeochem” (Switzerland) along with alumina which acts as an adsorbent.
The Key to the entire Air separation Process lies within the Air Separation Unit (A.S.U). Here, the mixture of Oxygen and Nitrogen is separated by virtue of the difference in their liquefaction temperatures.Liquefied air is sent to the lower and upper column using a double rectification process at temperatures below (– )180 deg centigrade.
The design and efficiency of the A.S.U determines the quality of the final product i.e. Oxygen and Nitrogen in terms of quantity and quality. The Boschi design A.S.U features highly efficient fin type aluminium heat exchangers and column, wherein the entire upper column is a packed column thus reducing the operational pressure and increasing the Oxygen, Nitrogen and Argon recovery.
Argon is recovered ABOVE 1000M3/HOUR OXYGEN PLANTS by a revolutionary technique employing full rectification without using the Hydrogen and De-Oxo unit thus saving further on power costs, operational costs and investment. This makes the Boschi design machines highly versatile and economical thanks to all the research and development done over the years.


The Turbo expander is a gas bearing expansion refrigeration turbine that is much more efficient than any other expansion device.
It works on the technique of induced cooling via expansion due to which the operational pressure of the plant is further reduced and the performance of the distillation column is stabilized for constant production and high purity oil bearing turbine expander.
|
PRODUCTION |
UBT-50 |
UBT-100 |
UBT-200 |
UBT -250 |
UBT -300 |
UBT-400 |
UBT-500 |
UBT-600 |
UBT-800 |
UBT-1000 |
UBT-2000 |
|---|---|---|---|---|---|---|---|---|---|---|---|
|
OXYGEN / NITROGEN CYLINDERS FILLING PER DAY |
200 | 400 | 800 | 1000 | 1200 | 1600 | 2000 | 2400 | 3200 | 4000 | 8000 |
|
OXYGEN PURITY(%) |
99.7 | 99.7 | 99.7 | 99.7 | 99.7 | 99.7 | 99.7 | 99.7 | 99.7 | 99.7 | 99.7 |
|
NITROGEN PURITY(%) |
99.9 | 99.9 | 99.9 | 99.9 | 99.9 | 99.9 | 99.9 | 99.9 | 99.9 | 99.9 | 99.9 |